

-
 О насКомпания "Руаньмус Числовое Управление Станками (Шаньдун)" является инновационным акционерным предприятием, которое объединяет научно-технические разработки, обработку и производство, а также торговые услуги. Она специализируется на производстве различных числовых вертикальных токарных станков с одним и двумя столбами, а также вертикальных фрезерно-шлифовальных станков. В настоящее время у компании есть 7 серий вертикальных токарных станков и более 100 видов продукции, которые предоставляют замену импортным товарам для таких отраслей, как аэрокосмическая, оборонная, энергетическая, железнодорожная, судостроительная и строительная техника. Сеть продаж охватывает множество провинций, городов и регионов внутри страны, а также экспортируется в такие страны, как Италия, Румыния, Монголия, Эфиопия, Россия и другие.
О насКомпания "Руаньмус Числовое Управление Станками (Шаньдун)" является инновационным акционерным предприятием, которое объединяет научно-технические разработки, обработку и производство, а также торговые услуги. Она специализируется на производстве различных числовых вертикальных токарных станков с одним и двумя столбами, а также вертикальных фрезерно-шлифовальных станков. В настоящее время у компании есть 7 серий вертикальных токарных станков и более 100 видов продукции, которые предоставляют замену импортным товарам для таких отраслей, как аэрокосмическая, оборонная, энергетическая, железнодорожная, судостроительная и строительная техника. Сеть продаж охватывает множество провинций, городов и регионов внутри страны, а также экспортируется в такие страны, как Италия, Румыния, Монголия, Эфиопия, Россия и другие. -
Центр продуктов
Центр продуктовКомпания "Руаньмус Числовое Управление Станками (Шаньдун)" является инновационным акционерным предприятием, которое объединяет научно-технические разработки, обработку и производство, а также торговые услуги. Она специализируется на производстве различных числовых вертикальных токарных станков с одним и двумя столбами, а также вертикальных фрезерно-шлифовальных станков. В настоящее время у компании есть 7 серий вертикальных токарных станков и более 100 видов продукции, которые предоставляют замену импортным товарам для таких отраслей, как аэрокосмическая, оборонная, энергетическая, железнодорожная, судостроительная и строительная техника. Сеть продаж охватывает множество провинций, городов и регионов внутри страны, а также экспортируется в такие страны, как Италия, Румыния, Монголия, Эфиопия, Россия и другие.
-
Новостной центр
Новостной центрКомпания "Руаньмус Числовое Управление Станками (Шаньдун)" является инновационным акционерным предприятием, которое объединяет научно-технические разработки, обработку и производство, а также торговые услуги. Она специализируется на производстве различных числовых вертикальных токарных станков с одним и двумя столбами, а также вертикальных фрезерно-шлифовальных станков. В настоящее время у компании есть 7 серий вертикальных токарных станков и более 100 видов продукции, которые предоставляют замену импортным товарам для таких отраслей, как аэрокосмическая, оборонная, энергетическая, железнодорожная, судостроительная и строительная техника. Сеть продаж охватывает множество провинций, городов и регионов внутри страны, а также экспортируется в такие страны, как Италия, Румыния, Монголия, Эфиопия, Россия и другие.
-
3-осевой вертикальный токарный центр
Стационарные машины и оборудование используют специальную концепцию дизайна, сочетая колонны с клеевыми соединениями и основанием, эффективно поглощая теплоту и изолируя вибрации. Это оборудование использует вертикальный главный привод, шестерни в коробке главного вала обрабатываются методом закалки, обеспечивая функцию бесступенчатой трансмиссии с двумя диапазонами, в то время как в центре главного вала установлен энкодер для реализации резки с постоянной линейной скоростью.
Ключевые слова:
Категория:
Серия VTL
Сведения о продукте
Оборудование с установленной структурой использует специальную концепцию дизайна, сочетая колонны с основанием, которые эффективно поглощают теплоту и изолируют вибрацию. Это устройство использует вертикальный главный привод, шестерни в главном корпусе подвергаются закалке, что обеспечивает двухступенчатую бесступенчатую передачу, а также кодировщик в центре шпинделя для выполнения операций резки с постоянной линейной скоростью.
Поперечная балка машины может перемещаться в пределах хода колонны по мере необходимости, что значительно повышает удобство эксплуатации благодаря этому удобному дизайну. Кроме того, конструкция направляющих X и Z осей с износостойкими пластинами и закалка поверхности направляющих увеличивают износостойкость поверхности скользящего блока, одновременно продлевая срок службы направляющих и поддерживая высокую точность.
Это устройство объединяет механические, электрические и гидравлические компоненты в компактной круглой защитной конструкции, что эффективно уменьшает занимаемую площадь, облегчает транспортировку и установку, а также экономит время на установку и наладку. В части поперечной балки и вертикального резца предусмотрено место для установки линейного датчика для обеспечения точного контроля устройства.
Чтобы удовлетворить потребности различных пользователей, это устройство предлагает множество опциональных компонентов, таких как универсальный резцедержатель Yantai и двенадцатиступенчатый автоматический резцедержатель. Эти дополнительные компоненты не только повышают эффективность обработки, но и улучшают характеристики и область применения устройства.
В общем, это устройство не только обладает высокой эффективностью и стабильной рабочей производительностью, но и отражает удобный дизайн и высококачественное производство. Это идеальный выбор как для закупки нового оборудования, так и для модернизации существующего.
|
No. |
Main technical parameters |
Тип |
VTL1000 |
VTL1200 |
VTL1600 |
VTL2000 |
VTL2500 |
VTL3000 |
VTL3500 |
VTL4000 |
VTL4500 |
VTL5000 |
VTL5500 |
|
1 |
Рабочий стол диаметр |
мм |
1000 |
1250/1400 |
1600/1800 |
2000 |
2500 |
3000 |
3500 |
4000 |
4500 |
5000 |
5500 |
|
2 |
Максимальный вращающийся диаметр |
мм |
1250 |
1600 |
2000 |
2500 |
3000 |
3500 |
4000 |
4500 |
5000 |
5500 |
6000 |
|
2 |
Максимальный диаметр обработки |
мм |
1250 |
1600 |
2000 |
2500 |
3000 |
3500 |
4000 |
4500 |
5000 |
5500 |
6000 |
|
3 |
Максимальная высота детали (H) |
мм |
1000 |
1200 |
1200 |
1400/1600 |
2000/2500 |
2000/2500 |
2500/3100 |
2500/3100 |
2500/3100 |
2500/3100 |
2500/3100 |
|
4 |
Максимальный вес детали (W) |
т |
5 |
8 |
12 |
16 |
20 |
20 |
32 |
32 |
32 |
50 |
50 |
|
5 |
Максимальная резательная сила вертикального резца |
кН |
20 |
20 |
25 |
25 |
35 |
35 |
35 |
35 |
35 |
35 |
35 |
|
6 |
Максимальный крутящий момент рабочего стола |
KN.m |
10 |
12.5 |
20 |
25 |
32 |
32 |
50 |
50 |
80 |
80 |
80 |
|
7 |
Количество ступеней вращения рабочего стола |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
Ⅱ ступень Бесступенчатый |
|
|
8 |
Диапазон скорости вращения рабочего стола |
mm/min |
1-350 |
1-300 |
1-250 |
1-200 |
1-160 |
1-160 |
1-80 |
1-80 |
1-50 |
1-50 |
1-50 |
|
9 |
Количество ступеней подачи вертикального резца |
Бесступенчатый |
Бесступенчатый |
Бесступенчатый |
Бесступенчатый |
Бесступенчатый |
Бесступенчатый |
Бесступенчатый |
Бесступенчатый |
Бесступенчатый |
Бесступенчатый |
Бесступенчатый |
|
|
10 |
Диапазон подачи вертикального резца |
mm/min |
1-1000 |
1-1000 |
1-1000 |
1-1000 |
1-1000 |
1-1000 |
1-1000 |
1-1000 |
1-1000 |
1-1000 |
1-1000 |
|
11 |
Скорость быстрого перемещения резцедержателя |
mm/min |
10000 |
10000 |
10000 |
10000 |
6000 |
6000 |
6000 |
6000 |
6000 |
6000 |
6000 |
|
12 |
Вертикальный ход скользящего блока (ось Z) |
мм |
800 |
800 |
1000 |
1000 |
1250 |
1250 |
1400 |
1400 |
1400 |
1400 |
1400 |
|
13 |
Сечение скользящего блока |
мм |
200×200 |
200×200 |
220×220 |
220×220 |
240×240 |
240×240 |
240×240 |
240×240 |
240×240 |
240×240 |
240×240 |
|
14 |
Минимальный диаметр, через который может пройти скользящий блок |
мм |
Φ300 |
Φ300 |
Φ320 |
Φ320 |
Φ350 |
Φ350 |
Φ350 |
Φ350 |
Φ350 |
Φ350 |
Φ350 |
|
15 |
Количество инструментов, которые может вместить резцедержатель |
штук |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
12 |
|
16 |
Форма держателя инструмента |
BT50 |
BT50 |
BT50 |
BT50 |
BT60 |
BT60 |
BT60 |
BT60 |
BT60 |
BT60 |
BT60 |
|
|
17 |
Размер |
мм |
□32 |
□32 |
□32 |
□32 |
□32 □40 |
□32 □40 |
□32 □40 |
□32 □40 |
□32 □40 |
□32 □40 |
□32 □40 |
|
18 |
Крутящий момент подачи электродвигателя (X/Z) |
M.m |
22 |
22 |
22/27 |
22/27 |
30 |
30 |
40/30 |
40/30 |
40/30 |
40/30 |
40/30 |
|
19 |
Мощность подачи электродвигателя (X/Z) |
кВт |
3.55 |
3.55 |
3.55/4 |
3.55/4 |
5.5 |
5.5 |
6.4/5.5 |
6.4/5.5 |
6.4/5.5 |
6.4/5.5 |
6.4/5.5 |
|
20 |
Максимальный ход поперечной балки |
мм |
750 |
1000 |
1000 |
1200 |
1500 |
1500 |
2100 |
2100 |
2100 |
2100 |
2100 |
|
21 |
Мощность главного двигателя (переменный сервопривод) |
кВт |
37 |
37 |
45 |
45 |
66 |
66 |
66 |
66 |
90 |
90 |
90 |
|
22 |
Мощность электродвигателя подъема поперечной балки |
кВт |
2.2 |
2.2 |
5.5 |
7.5 |
11 |
11 |
18.5 |
18.5 |
18.5 |
18.5 |
18.5 |
|
23 |
Общая мощность источника питания |
кВА |
50 |
50 |
62 |
65 |
95 |
95 |
100 |
100 |
125 |
125 |
125 |
|
24 |
Вес станка |
Т |
17 |
20 |
28 |
34 |
48 |
55 |
76 |
83 |
90 |
102 |
115 |
|
Стандартная комплектация: ※Ручной четырехкулачковый патрон рабочего стола ※CNC система (SINUMERIK 828D) ※Кондиционер для электрического шкафа ※Двенадцатиступенчатый резцедержатель ※Система охлаждения ※Инструменты для обслуживания ※Стандартный резцедержатель 2 шт. ※Рабочее освещение ※Кодировщик шпинделя ※Защитный кожух ※Трехцветный сигнализатор ※Система удаления стружки, тележка для стружки ※Защитный кожух для оси X ※Фундаментные болты, подкладки ※Система смазки и охлаждения рабочего стола ※Автоматическая принудительная система смазки ※Система позиционирования поперечной балки (кроме VTL1000, VTL1200) |
Опциональные элементы: ※Прибор для настройки инструмента ※CNC система (FANUC OI TF) ※Онлайн измерение детали ※Трехкулачковый самонастраивающийся гидравлический патрон ※Увеличение мощности главного двигателя ※Полная защита машины ※Рейка по оси X ※С электродинамическим столом ※Разделитель масла и воды ※Рейка по оси Z ※Вспомогательная стойка (левая вертикальная стойка) ※Увеличение высоты детали ※Увеличение диаметра стола ※Функция шлифования ※Увеличение хода по оси Z ※Деление по оси C ※Увеличение количества инструментов в ATC ※Функция фрезерования |
||||||||||||
|
Структурные особенности: 1. Главный привод использует серводвигатель переменного тока, который через редуктор приводит в движение большой зубчатый венец, обеспечивая соответствующую скорость вращения стола. Управление изменением скорости главного привода осуществляется с помощью электромагнитного клапана. Все шестерни в редукторе обрабатываются методом высокочастотного закаливания и шлифования. 2. Направляющие стола имеют форму роликовых направляющих, радиальная компонента стола центрируется с использованием высокоточных двухрядных коротких цилиндрических роликовых подшипников отечественного производства, а осевая нагрузка использует высокоточные подшипники качения с предварительной нагрузкой, что обеспечивает как точность вращения стола, так и повышает грузоподъемность станка. 3. Все основные детали этого станка имеют цельнолитую конструкцию, изготовлены из высокопрочного низконапряженного чугуна, после литья проходят термическую обработку, грубую обработку и старение, направляющие колонны шлифуются, а направляющие поперечины и скользящие направляющие обрабатываются методом среднечастотного закаливания и шлифования. 4. Вертикальные стойки имеют горизонтальную и вертикальную подачу, которые являются скользящими направляющими (жесткие направляющие), с направляющими, покрытыми импортной высокопрочной мягкой лентой из политетрафторэтилена; передача вертикальных стойкок осуществляется с помощью шарикового винта, приводимого в движение серводвигателем через редуктор с прямым соединением с шариковым винтом; вертикальные стойки оснащены балансировочными масляными цилиндрами. |
|||||||||||||
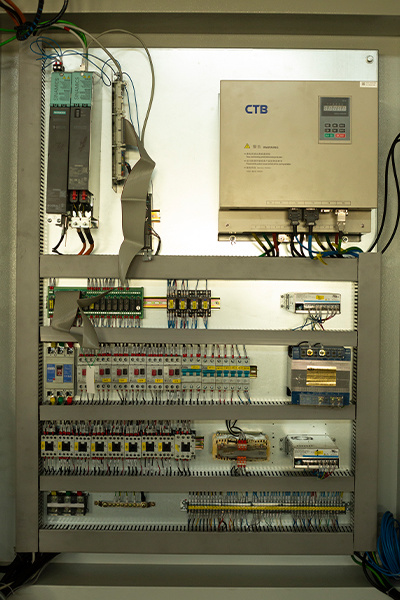
Панель управления
 |
 |
 |
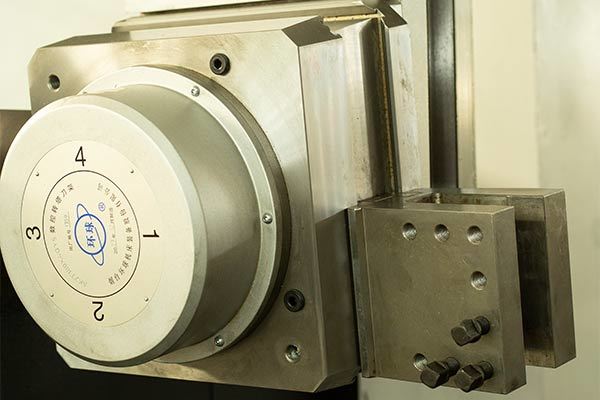
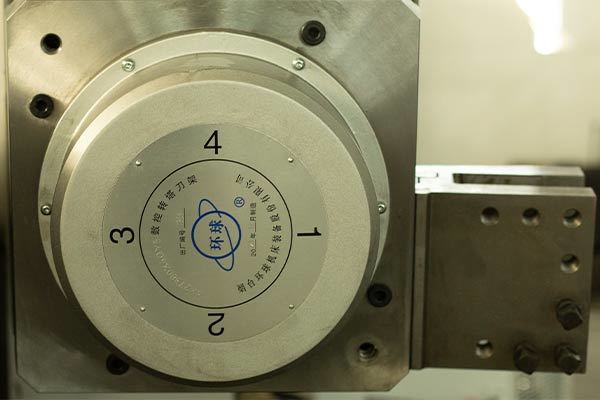
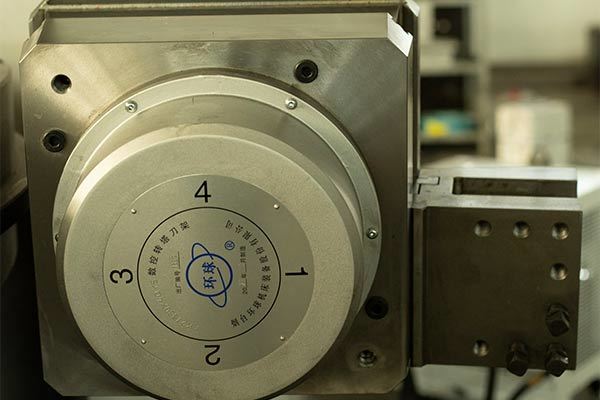
Стол с инструментами
 |
 |
 |
Больше деталей
|
|
|
|
|






Общественный номер WeChat

Встряхивание
Электронная почта
Здравствуйте, что мы должны сделать для вас?
* Примечание: не забудьте заполнить информацию точно, и мы сделаем Контакты с вами как можно скорее